
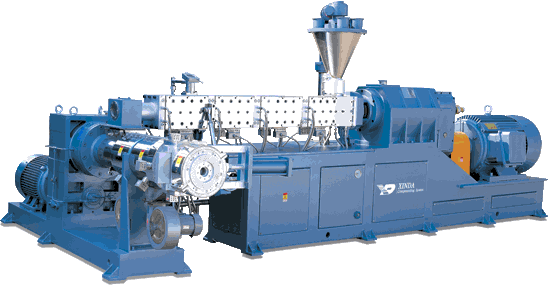
Ergitilmek istenen granül, toz, kırma vs. plastik malzemeler, besleme hunisi ile kovan içerisine manuel veya otomatik sistemler ile aktarılır.
Kovan içerisinde bulunan ve motor - redüktör sisteminden tahrik alan taşıma ve sıkıştırma özelliği olan sonsuz bir vidanın kanalları arasında ilerleyen plastik malzemeler, kovanın ısıtılması ve plastiğin kovan civarında sıkışarak kendi yarattığı sürtünme ile ergime başlar. Sonsuz vidanın yapısı gereği farklı bölümlerden geçen plastik malzeme, kovan ve vidanın sıcaklık değerlerinin ısıtıcı ve soğutucular ile ayaklanması ve kontrol edilmesi sonucunda tam ergimiş durumda, yüksek basınçta kovan çıkışına ulaşarak kalıptan çıkış yapar.
Proses başlangıç ve bitişine kadar geçen sürede kontrol ünitesi sayesinde ısı, basınç, kapasite, hız gibi unsurlar ile ayarlama yapılarak nihai ürünün kalitesi, hız gibi unsurlar ile ayarlama yapılarak nihai ürününün kalitesi en üst seviyede tutulur.
Ekstrüzyon prosesi sonrası nihai ürünün, soğutulması, kalibre edilmesi, doğrutulması, kesilmesi veya sarılması sağlayan yardımcı proses ekipmanları ile sistemin tümü 'proses hattı' olarak tanımlar.
Hiç yorum yok:
Yorum Gönder